
150-6238-4599

 Back list
Back list
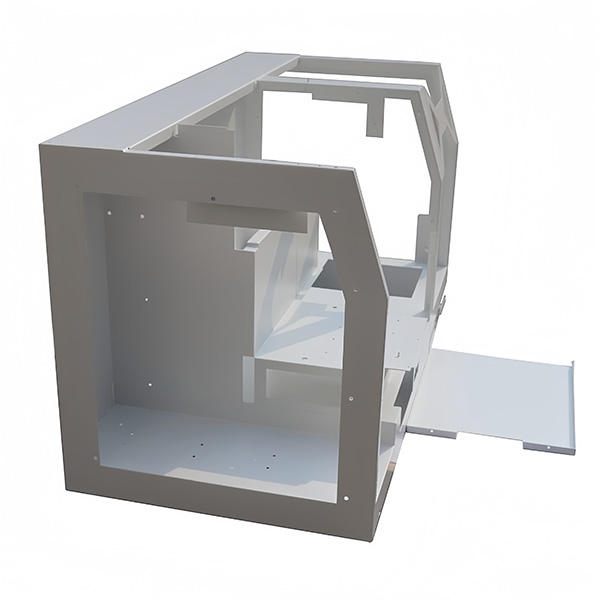
Stainless steel sheet metal processing is a comprehensive manufacturing process that transforms flat stainless steel sheets into a wide range of finished products with diverse shapes, sizes, and functionalities. This process involves several key steps, each playing a crucial role in determining the final quality and performance of the stainless steel components.
1. Cutting Processes
1.1 Mechanical Cutting
Sawing: Utilizing a band saw machine, sawing offers relatively neat cuts but has lower efficiency and may generate significant heat, potentially affecting the material properties.Shearing: Suitable for straight-line cutting of thin sheets, shearing is highly efficient but has limited precision and can cause deformation.
Grinding: Employing a grinding wheel for cutting, it is ideal for specific shapes like tubes but produces dust and steel chips, necessitating dust removal or protective devices.
1.2 Thermal Cutting
Plasma Cutting: Leveraging a high-temperature plasma arc to melt metal, plasma cutting is fast and can handle thicker sheets. However, the cut may exhibit some melting and dross.
Laser Cutting: Using a high-energy laser beam focused for heating to achieve material melting or vaporization, laser cutting boasts extremely high precision and excellent cut quality, making it perfect for fine and complex shapes. Despite its high equipment cost, it is widely used in high-end applications.
Water Jet Cutting: Utilizing high-pressure water streams carrying abrasives for impact cutting, water jet cutting is a cold-cutting method that prevents material thermal deformation. It is suitable for various materials and produces smooth, burr-free edges, albeit with a relatively slow cutting speed.
2. Bending Processes
2.1 Bending Equipment
Bending operations primarily rely on bending machines. By adjusting parameters such as bending force and angle, different shapes and sizes can be achieved.
2.2 Key Bending Considerations
Sheet Thickness: Thicker steel sheets require greater bending forces, necessitating appropriate adjustments to the bending equipment.
Material Properties: The tensile strength and elongation rate of the stainless steel influence the bending force and angle. Higher tensile strength and lower elongation rate demand increased force and angle adjustments.
Springback: Stainless steel with higher yield strength exhibits greater elastic recovery. To achieve a 90-degree bend, the press brake angle may need to be smaller.
2.3 Bending Methods
For stainless steel tubes, cold bending using a bending machine for multiple roll forming is common but has limitations in bend angle and curvature, and may cause diameter deformation. Hot bending, involving sand filling and high-temperature heat treatment stretching, offers better results despite higher costs.
3. Welding Processes
3.1 Manual Metal Arc Welding (MMA)
The arc length is manually adjusted, with the electrode serving as both the arc carrier and weld filler material. MMA is simple and versatile, suitable for almost all materials, especially for outdoor and underwater applications.
3.2 Metal Inert Gas (MIG)/Metal Active Gas (MAG) Welding
These automatic gas-shielded arc welding methods generate an arc between a current-carrying metal wire and the workpiece under a protective gas shield. They are highly versatile, suitable for a wide range of materials, and are ideal for production and repair welding.
3.3 Tungsten Inert Gas (TIG) Welding
The arc is produced between a non-consumable tungsten electrode and the workpiece, with pure argon as the protective gas. TIG welding can handle a broad spectrum of materials, including those with thicknesses of 0.6mm and above, producing aesthetically pleasing welds with minimal distortion.
4. Surface Treatment Processes
4.1 Mirror Polishing
Through grinding and polishing wheel abrasion, stainless steel sheets can achieve a mirror-like finish with high gloss and clear reflection of light and images. This process is commonly used in high-end decorative applications, such as hotel lobby walls and elevator cabs.
4.2 Sandblasting
Utilizing high-speed jetting of abrasives to impact the stainless steel surface, sandblasting creates a uniform, fine pit pattern, resulting in a matte, rough texture. It also removes surface oxides, oils, and other impurities, enhancing the surface's anti-slip properties and paint adhesion. Sandblasting is often used for outdoor facilities and mechanical equipment enclosures.
4.3 Hairline Finishing
Mechanical friction is applied to the stainless steel surface to form uniform, continuous textures. Hairline finishing offers a unique linear aesthetic with clear textures and a delicate touch, effectively concealing minor surface scratches. It is widely used in home appliance panels, architectural decorations, and furniture hardware.
4.4 Etching
A special resist layer is used to shield the areas not to be etched, allowing acid to only contact the surface to be removed, creating etched patterns and text.
4.5 Coloring Processes
Physical Vapor Deposition (PVD) Coating: Electrolysis is employed to deposit other metals (such as chromium, nickel, copper, titanium) onto the stainless steel surface, offering a variety of colors while improving wear resistance, decorative appeal, reflectivity, and corrosion resistance.
Nano Color Oil Process: A relatively new method involving cleaning, firing, blackening, manual hairline finishing, color oil spraying, and high-temperature baking. It can achieve colors that electroplating cannot, providing richer visual effects.
Water Plating: Metal or alloy layers are deposited on the workpiece surface through electrolysis, forming uniform and dense metal coatings.
4.6 Other Treatments
Spray Coating: Spraying coatings onto the stainless steel surface forms a protective layer, altering its appearance and enhancing corrosion and wear resistance.
Anti-Fingerprint Treatment: A composite coating is applied to the stainless steel surface through roller coating, providing a durable and easy-to-clean finish that resists fingerprints.
Back list







 Current location :
Current location :